Aspla triplicará su capacidad en Reocín con una gran ampliación
Sus nuevas instalaciones incluirán una nave de extrusión, otra de impresión y confección y una sala de corte

El grupo Armando Álvarez es uno de los mayores fabricantes de plásticos del continente europeo y ahora va a reforzar su posición con una gran ampliación de sus instalaciones en el Parque Empresarial Besaya (Reocín). Aspla no parece intimidada por los efectos de la pandemia y pasará de producir 25.000 toneladas anuales de film extruido en esa factoría a 80.000, lo que, a su vez, le permitirá aumentar la fabricación de film impreso y confeccionado. Una actividad que requerirá unos 225 empleados más.
Aspla, la compañía de plásticos del grupo Armando Álvarez, ha decidido acometer una ampliación de 15.272 m2 en la planta de fabricación de envases y embalaje de materias plásticas que tiene en el Parque Empresarial Besaya. Con este proyecto prácticamente agotará los 83.000 metros cuadrados adquiridos en 2007 y que hasta ahora le han servido para varios recrecimientos.
La progresiva utilización de sus reservas de suelo hace tiempo que ha llevado a la empresa a buscar por la zona al menos 100.000 metros cuadrados donde hacer una nueva fábrica a medio plazo. El Gobierno regional ha ofrecido el futuro polígono logístico de La Pasiega pero no hay una decisión por el momento.
La ampliación requerirá 225 empleados para mantener la actividad sin interrupción
El nuevo proyecto de Reocín que se tramita ahora conlleva la construcción de una nave de extrusión de film de 7.450 m2 y 25 metros de altura; la ampliación de la que ya existe de impresión y confección y una nueva sala de corte que se ubicará dentro del almacén logístico.
La empresa calcula que esta nueva ampliación requerirá 225 empleos más, dado que está previsto que la actividad se realice a tres turnos durante las 24 horas del día e ininterrumpidamente, salvo diez días al año dedicados a mantenimiento.
La nueva planta de extrusión (un proceso de fusión y moldeado del polietileno mediante calor), permitirá elevar la producción de film de las 25.000 toneladas anuales que se hacen ahora a las 80.000. Con esta materia prima podrá aumentar la actividad en otras secciones. El film impreso pasará de 4.000 toneladas anuales a 26.000 y el confeccionado (bolsas, sacos, etc) de 3.850 toneladas a 25.300.
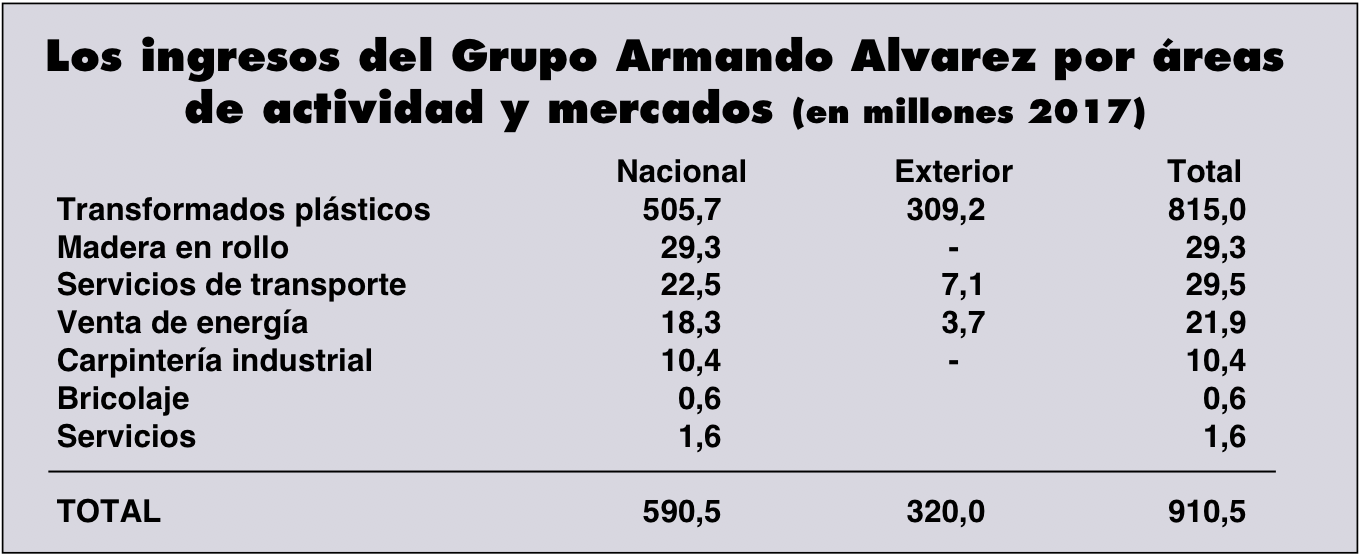
En realidad, esta solo es una pequeña parte de la capacidad global del grupo cántabro que dirige José Ramón Álvarez, compuesto por más de una decena de empresas repartidas por el país y por el extranjero que suman una capacidad de extruído de casi 400.000 toneladas, un conglomerado que facturó 961 millones de euros el año pasado.

El grupo tiene 3.000 trabajadores entre España y EE UU, donde compró una planta para mejorar la distribución en aquel mercado, donde resulta más fácil competir desde dentro que desde fuera. De ellos, unos mil prestan sus servicios en las plantas que el grupo tiene en Torrelavega y Reocín.
El proceso de fabricación
La extrusión consiste en la fusión por calor del polietileno –la materia prima de todos estos procesos– que se recibe en granza, unos pequeños granos semitransparentes semejantes al arroz. Así se produce una gran burbuja de plástico que, tras sufrir varios procesos de estiramiento se convierte en un delgado film continuo, que se almacena en forma de bobinas.
La granza se acopia en silos que alimentan de forma automática las máquinas extrusoras. Allí se le añaden los aditivos necesarios para que el producto fabricado adquiera las características buscadas.
Antes de pasar por el proceso de impresión, la lámina de plástico es sometida a un tratamiento destinado a crear la tensión superficial necesaria para que se adhiera la tinta.

Una vez impresa con los motivos que pide el cliente, la lámina de plástico es almacenado en bobinas para su expedición a quien ha realizado el pedido o continuará los procesos en fábrica hasta ser convertida en un saco, una bolsa o una faja. En este caso ha de pasar por otra sección de confección, donde las máquinas cortadoras dan el ancho oportuno, y las soldadoras fusionan las uniones. Si se trata de un film complejo, formado por diferentes capas de plástico (polietileno, polipropileno, poliéster, metalizados, etc), que van encoladas entre sí, ha de pasar también por laminadoras.
Todos estos procesos deparan muchos residuos, tanto de los recortes como de producto que no cumple las prescripciones. No representa un gran problema, porque ese material vuelve automáticamente a las regranceadoras y de ahí al comienzo del proceso, como materia prima.
Una ampliación tras otra
Aspla ha hecho recrecimientos de manera casi permanente desde que en 2007 adquirió una gran parcela en el Parque Empresarial Besaya, de Reocín. En 2008 construyó un enorme almacén de 10.000 toneladas de capacidad con la intención de liberar de esta servidumbre a la fábrica de Torrelavega, que así dispondría de más espacio, y distribuirlo desde allí a los diferentes clientes.
En 2016 aprovechó el suelo que aún tenía vacante en Reocín para construir una planta de fabricación de envases y embalajes plásticos que denominó Extrusión II (la I es la de Torrelavega). Aportaba una capacidad de producción de 25.000 ton/año. La que se va a acometer ahora se denominará Extrusión Film III y llevará la capacidad de producción de esa planta a 80.000 toneladas/año.
Previamente, en el año 2018, inició la tramitación administrativa para incorporar los procesos de impresión y confección de envases y embalajes plásticos. Con ellas podía añadir 4.000 t/año de film impreso y 3.850 de film confeccionado. Con la ampliación ahora proyectada, la capacidad de producción llegará a las 26.000 ton/año de film impreso y a las 25.300 de film confeccionado.
Antes (2016) tuvo que acometer la construcción de una subestación eléctrica de alta tensión para poder abordar las nuevas fabricaciones, con dos grupos de 10.000 kVA.
David Pérez